There are many reasons why flexible hoses fail. It can be a frustrating and costly experience and can result in manufacturing downtime that costs your business thousands, if not millions of dollars.
Hose assemblies and flexible hose connections are often the least monitored and regulated manufacturing component. They are plagued by expectations that they should continue to operate under a wide variety of physical stresses, no matter the conditions.
Like all other components of manufacturing systems, flexible hose connections are prone to failure. Regular, comprehensive inspections are essential to prolong the life expectancy and durability of your hoses and connections.
As a third generation Australian owned and operated business, the experienced team at Pacific Hoseflex have encountered the many different ways flexible hoses can fail.
Reasons for flexible hose failure:
1. Design failure
2. Installation failure
3. Failure due to incorrect use
4. Failure due to improper maintenance or storage.
Reinforcement failure – flexible metal or Fluoropolymer-lined hose, fire hose, helix disengagement.
Cover abrasion.
Discolouring of cover.
Cover failure.
Failure due to improper maintenance or storage
Irregular change-out schedules.
Inadequate housekeeping.
At Pacific Hoseflex we stock a range of quality PTFE hoses and fittings. Our products are supported by extensive research and development and our technicians go above and beyond to find hoses that suit your needs.
If you’d like more information regarding our flexible hoses and fittings, contact our QLD office on 07 5593 4292, or email salesqld@hoseflex.com.au, or if you’re in WA call us on 08 9468 2840 or email saleswa@hoseflex.com.au
Did you know, in the last 20 years Australia has been shaken by more than twenty major earthquakes and tremors that have measured more than 4.5 magnitude on the Richter scale?
Earthquakes have caused catastrophic damage in countries around the world, and even in Australia, where earthquakes aren’t as common, they still pose a serious risk to your business’s infrastructure.
One of the most devastating earthquakes to affect Australia occurred in Newcastle in 1989, when the city was rocked by a 5.6 magnitude quake. The earthquake claimed 13 lives and 50,000 buildings were damaged, with an estimated damage bill of $4 billion. Since then, Queensland, Victoria and Western Australia have all fallen victim to earthquakes measuring above 4.5 magnitude on the Richter scale.
In 2011, our NZ neighbours were hit with an unexpected earthquake. The Christchurch earthquake was 6.3 magnitude and caused approximately $40 billion worth of damage, with 180 casualties.
Smaller tremors can be just as destructive and can break and destroy your pipelines in seconds.
However, large earthquakes aren’t the only concern. Smaller tremors can be just as destructive and can break and destroy your pipelines in seconds. Choosing to ignore the risks associated with seismic activity could result in thousands of dollars of damaged equipment and ongoing problems with you pipelines.
How do earthquakes and tremors affect pipelines?
Unfortunately, in Australia, most businesses aren’t prepared for earthquakes and tremors. Many standard pipe and gas works won’t withstand the unexpected random movements caused by seismic activity. The pipes pulling in multiple directions puts excessive pressure on pipes and joints, and because standard piping can only move on a few planes, the pipes can break off at the joints and leak. This is particularly dangerous if you’re working with gas.
How to prepare your pipes for earthquakes and tremors
If your piping infrastructure isn’t prepared for an earthquake or seismic movement, you’re putting the lives of your employees at risk and the repair bill could cost you hundreds of thousands, if not millions, of dollars.
There are certain steps you can take to minimise the potential damage caused by earthquakes and tremors.
It’s important to secure your construction from the ground up, and ensure you install the safest, most efficient piping systems throughout your site. It’s vital to get it right the first time, as in the event of a major earthquake or tremor, there’s no second chance.
Seismic Joints and Expansion Loops
To give you peace of mind during a seismic event, the team at Pacific Hoseflex have designed a system that can minimise the risk of piping damage during earthquakes or seismic movements, known as Seismic Joints and Expansion Loops.
Our VITALFLEX®Seismic Joints and Expansion Loops have been installed in major hospitals and high-rises throughout Australia and New Zealand and have proven to be more cost effective, while maintaining the highest standard possible.
Benefits of Seismic Joints and Expansion Loops:
These joints allow boilers, chillers, fan coil units and other systems to move independently of the building.
They allow more movement if an earthquake or tremor occurs and the orientation can be changed relative to the piping, to minimise excessive movement that could cause pipes to break or leak.
They are an inexpensive alternative to dual-tied bellow expansion joints, including ball joints where thrust loads and anchor points are required.
They are available in a variety of sizes from 1-14 inches.
Operating temperature of up to 700 degrees – built to withstand thermal expansion
ISO 10380 compliant
AGA certified to AS 4631:2005 – as they are installed in gas lines as they cross the buildings seismic joints or connection to gas fired equipment, and protect against fire and the havoc that results if gas lines are unexpectedly broken.
AS/NZS 1170 – Structural design
NZS 4219 – 2009 – Seismic performance of engineering systems in buildings
FEMA E-74 – Reducing the Risks of Non-structural Earthquake Damage
Can be cleaned for oxygen use and bagged/capped and certified for service.
Available with fittings including flanges, threaded, copper ends and butt welded ends.
Watermark approved (by request) – once installed in buildings they are recognised to compensate for thermal expansion and are designed to withstand seismic activity relating to fire systems, plumbing, sprinkler systems and water mains.
At Pacific Hoseflex our focus is to deliver superior quality products accompanied by excellent service. Our products are supported with extensive research and development and our technician’s knowledge is second to none.
If you have any questions about our Seismic Joints and Expansion Loops, contact our QLD office on 07 5593 4292, or email salesqld@hoseflex.com.au, or if you’re in WA call us on 08 9468 2840 or email saleswa@hoseflex.com.au
The food and beverage manufacturing industry is continuously evolving, but this year we’ve seen more changes than ever.
As one of the most highly regulated industries in Australia, it’s vital to meet all health and safety standards, while simultaneously retaining a high level of quality and service for your customers.
The presence of COVID-19 has demanded even more stringent quality control systems and companies have needed to take a forward-thinking approach to every aspect of their manufacturing process to ensure the safety of their employees and their customers.
Contamination, poor food quality and equipment failure can result in costly downtime, so it’s important to recognise the early signs of potential problems and take the relevant steps to mitigate them.
It’s important to recognise the early signs of potential problems and take the relevant steps to mitigate them.
If you’re experiencing any of the following issues, it may be a sign you need to upgrade your food and beverage infrastructure.
Odours and tastes penetrating your product
If poor quality food-grade hoses and fittings have compromised the quality of your food or beverage, due to outside odours and tastes penetrating your product, it’s time for an upgrade.
The solution:
Our PTFE, Feedflex Milk and Feedflex Beverage hoses are specifically designed to leave no odour or trace in the food traveling through the hoses and have a smoother lining for hygienic applications.
Both these hoses are manufactured using FDA approved material, with strict quality assurance protocols. They are flexible, with a strong, convoluted outer cover.
Food contamination
If you’ve experienced contamination within your food and beverage processing plant, you’re aware of how much it can seriously affect the health of your customers, your reputation and can even end in litigation.
There are four ways food contamination can occur:
biological contamination – contamination by organisms or materials it produces, including Salmonella, E. coli, Norovirus and Listeria
physical contamination – contamination by a foreign object, such as plastics, metal, band-aids
chemical contamination – contamination by a natural or artificial chemical
cross contamination – contamination that occurs when bacteria or microorganisms transfer to the food or beverage causing harmful food-borne diseases.
The solution:
Purchasing quality hoses that withstand varying pressure and temperature, that are flexible, durable and bacteria resistant will help prevent contamination.
Pacific Hoseflex stocks a quality range of hygienic food-grade hoses and fittings. Our PTFE hoses have a non-stick liner, which helps prevent contamination when the lines are used for multiple types of food or beverage.
If your pipes are exposed to a variety of food mediums and chemical agents during the cleaning process, our PTFE products are suitable for Clean in Place Systems (CIP) that need to abide by stringent hygiene practices to prevent bacteria. They can transfer both mediums, with no need for disconnection.
The smooth inner and convoluted outer of the Slickflex hose ensures there’s no place for bacteria to survive. Both the Slickflex and Encapsulated hoses can be manufactured entirely encapsulated, made with the fittings or flanges overlapping with the PTFE liner to create one of the most hygienic hoses on the market.
Equipment failure
If you’ve experienced failure of malfunction within your food and beverage infrastructure, it’s time to take a closer look at the quality of your hoses and fittings. Cheap hoses and fittings may not be durable enough to withstand high temperatures of the vibrations from pumps, and may have a shorter lifespan.
The solution:
With food and beverage infrastructure you need joints that can endure movement and are strong and durable. Our PTFE or rubber expansion joints will outperform any on the market. They are designed to alleviate piping stress, absorb pipe misalignment, compression and extension, as well as noise and vibration.
Invest in quality, with our PTFE hoses that are purpose built to support the transfer of food and beverage products. All Pacific Hoseflex hoses and fittings comply with our international accredited management systems and Australian standards.
If you’re experiencing any of these problems with your food and beverage infrastructure, it’s time to contact Pacific Hoseflex. Our expert team will recommend the right hose for the job and give you professional advice you can rely on.
When choosing a hose supplier, it’s not only essential to select a trusted and reputable company, it’s important to ensure they are quality assured and hold all the relevant certification.
ISO certification
When a business has ISO certification it means that a manufacturing process, management system, documentation process or a particular service has met all the requirements for quality assurance and standardisation.
ISO or International Organization for Standardization is an independent, internationally recognised organisation that builds standards to safeguard the quality and safety of systems, services or products from all different types of industries.
What is ISO 9001:2015?
ISO 9001:2015 is one of the most popular international standards and is fast becoming a critical certification for becoming a preferred supplier. It ensures the company achieves consistency, increases efficiency and meets customer expectations.
ISO 9001:2015 certification defines the requirements for a quality management system. The organisation needs to:
demonstrate its ability to consistently provide products and services that meet customer and applicable statutory and regulatory requirements, and enhance customer satisfaction through effective application of the system, including processes for improvement of the system and the assurance of conformity to customer and applicable statutory and regulatory requirements.
How has ISO 9001:2015 certification changed Pacific Hoseflex
While we maintain the excellent customer service you’ve come to know from our third generation Australian owned and operated family business, ISO: 9001:2015 certification has enabled us to transform into a global, quality endorsed engineering company that supplies and services the largest oil and gas companies in the world.
Pacific Hoseflex has recently recertified from ISO 9001:2008 to ISO 9001:2015 – for design, development and manufacturer of fluid transfer systems, with a DNV internationally accredited company.
We were first certified with ISO 9001:2008 in 2008, completing the detailed paperwork and following all the processes that are required to gain this certification. Over the years we were able to change our approach, embrace feedback and implement changes to give Pacific Hoseflex the competitive edge in all aspects of our business. This journey was challenging, but also a massively rewarding, interactive experience with all our employees who were involved.
We have welcomed all constructive feedback from our accredited auditors, suppliers and customers, which has enabled us to become a high quality and service driven company.
We see ISO 9001:2015 less as a certification, and more as an integrated system that allows our business to continuously improve the current systems and processes.
ISO 9001:2015 has enhanced our material traceability, useful for components supplied to be used in critical applications such as offshore oil platforms and power plants where there is zero tolerance for faulty products.
We also have a fully integrated Inspection Test Plan (ITP), Material Date Report (MDR) and Enterprise Resource Management system (ERP). Pacific Hoseflex is fully digitised, reflecting Industry 4.0 and Six SIGMA practices throughout our business. Digitalisation has given us the ability to have real time data and run reports such as DIFOT, SIFOT, WIP, Scheduling and Non-conformances.
Employee satisfaction
Maintaining a high standard in manufacturing gives our employees a strong sense of achievement and pride every time products leave our manufacturing facilities. Standardisation has become key now that we have multiple branches across Australia, ensuring we manufacture each and every product to the same high standard, no matter the location.
Becoming ISO 9001:2015 accredited has increased our growth, enhanced our already high customer service levels and ensures the quality and consistency of the products we manufacturer. This, combined with our extensive research and development, gives us even more of a competitive advantage within the industry.
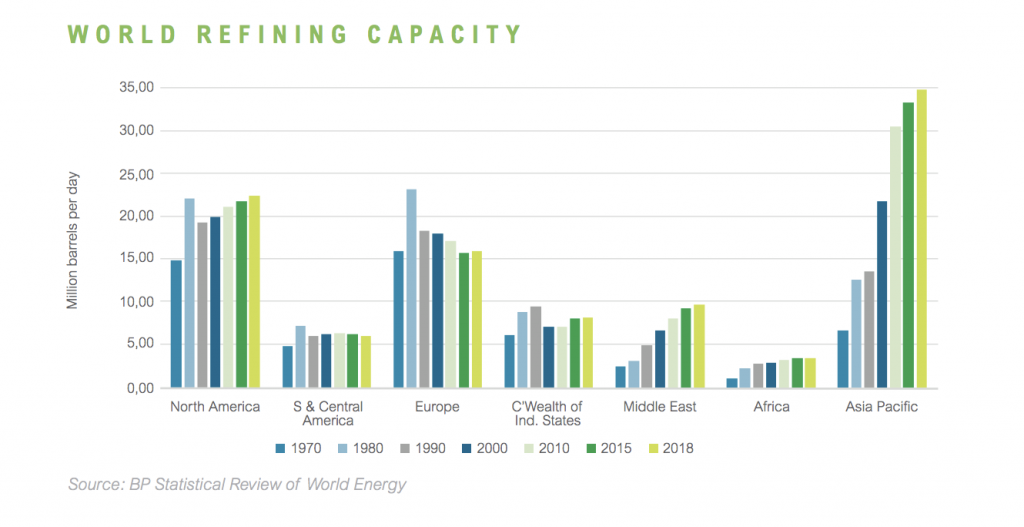
There have been many changes in the Australian petroleum industry since oil was first produced and sold in 1886. As it stands, the four refineries in Australia now meet approximately 64% of petrol demand onshore and 48% of overall fuel demands.
The growth of Australian petroleum imports reflects the gap between the fuel demand onshore and the production of petroleum from Australia’s 4 refineries, which are in constant competition with Asian counterparts.
Overall decline in petrol use
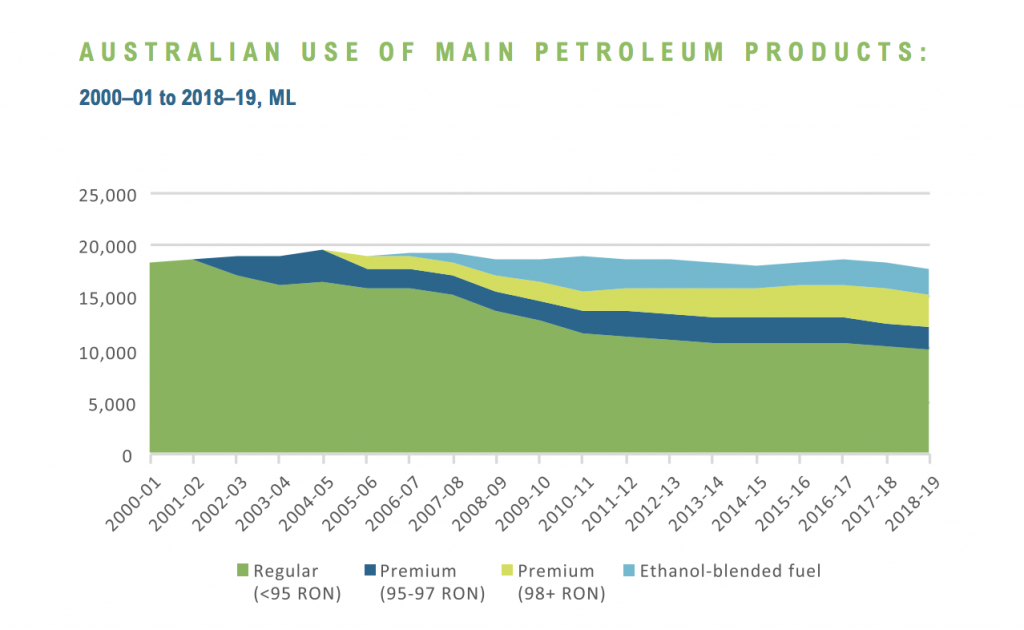
In addition to the competition from Asian imports, there is an overall decline in petrol usage in Australia. Australians are using 3% less fuel, which can be contributed to Australians purchasing new vehicles with better fuel efficiency. There’s also a decline of more than 45% in the use of regular unleaded petrol (ULP), with new vehicles recommending higher octane fuels or ethanol blends.
Australians are using 3% less fuel, which can be contributed to Australians purchasing new vehicles with better fuel efficiency.
To maintain a strong foothold in the industry, Australian refineries have had to revaluate their operational efficiencies, cost control and look at integrating into the petroleum markets in Asia.
Our PTFE Hoses improve efficiency
At Pacific Hoseflex, we design an great range of fluid transfer solutions to improve operational efficiencies and reduce costs. Our high quality PTFE hoses are strong and durable, lasting approximately 10 times longer than other products on the market, while reducing maintenance and downtime.
Our high quality PTFE hoses last approximately 10 times longer
As well as improving the efficiency of refineries, there has also been a substantial investment in pipeline infrastructure, domestic storage facilities and refinery reliability and productivity, to secure Australia’s place in the worldwide petroleum market.
Refineries contribute to the local economy
Every year Australian refineries spend hundreds of millions of dollars contributing to the local economy. They purchase goods and services and create employment and business opportunities for countless Australians.
Over $2 billion invested into cleaner fuels
Over the last decade, the Australian petroleum refining industry has invested more than $2 billion to the Cleaner Fuels Program.
The Australian State and Territories’ Cleaner Fuels Program is an initiative to produce petrol and diesel fuels that contribute to a reduction in the amount of motor vehicle emissions. With a focus on creating both high quality fuels and the environmental performance of fuels, including biofuels, this initiative is taking a future forward approach to the ongoing sustainability of the industry.
About Pacific Hoseflex
Pacific Hoseflex is an industry leader in engineering fluid transfer products. As a 3rd generation Australian owned and operated business, our focus is on delivering superior quality hoses and fittings, along with professional customer service and trusted advice.
Our certified products are built strong and durable, and hold the quality-assured stamp of approval across manufacturing (ISO 9001), workplace health and safety (ISO 45001) and environmental (ISO 14001) work practices.
If you would like to know more about our range of hoses and fittings, call us on
If you’re a food or beverage manufacturer, the cost of production downtime can be massive resulting in devastating losses. Any stoppage in the plant’s production process can cost your business thousands, if not hundreds of thousands of dollars per day. Product recalls associated with contamination or quality issues can lead to extremely bad publicity and dramatically effect your sales and revenue. Furthermore, not only are they extremely detrimental to a company’s brand, but being associated with such an incident can often lead a snowball effect that your business may never recover from.
Anyone working in the food and beverage industry knows that it’s one of the most highly regulated industries in Australia. For this reason, it’s imperative to meet all health and safety standards, while simultaneously maintaining a high level of quality and service for your customers.
Three of the most common problems causing manufacturing downtime in the food and beverage industry are contamination, poor food quality and equipment failure.
Contamination
Contamination poses a serious threat to all food and beverage manufacturers.
Harmful bacteria caused by contamination can affect your customers’ health, your reputation, and it could even result in litigation.
There are four major types of contamination that can jeopardize the food/beverage manufacturing process:
Biological contamination – When food/beverage is contaminated by the organisms or materials they produce. Common types of biological contamination include Salmonella, E. coli, Norovirus and Listeria.
Chemical contamination – When food/beverage is contaminated by a natural or artificial chemical. This can occur during the manufacturing process or when the food is grown.
Physical contamination – When food/beverage is contaminated with a foreign object including plastics, metal, band-aids etc. The physical contaminant could also contain biological contamination.
Cross-contamination – This is one of the biggest risks to the food and beverage manufacturing industry. Cross-contamination occurs when bacteria or microorganisms transfer to the food/beverage causing harmful food-borne diseases.
The fix:
It’s vital to use high-quality food grade hoses and fittings to protect your manufacturing process from contamination.
To decrease the risk of contamination, hoses need to withstand varying degrees of pressure and temperature, be flexible, durable and bacteria resistant.
Here at Pacific Hoseflex we stock an impressive range of hygienic food grade products. Our PTFE hoses have a non-stick liner, which helps prevent contamination when the lines are used for multiple products.
Some food processing plants’ pipes are exposed to a variety of food mediums, as well as chemical agents during the cleaning process. Our PTFE products are perfectly suited for Clean in Place Systems (CIP) that need to adhere to strict hygiene practices to prevent the occurrence of harmful bacteria. They can safely transfer both mediums without the need to change or disconnect any production lines.
The Slickflex hose has a smooth inner and convoluted outer, ensuring there is no place for bacteria to develop. Both the Slickflex and Encapsulated hoses can be manufactured entirely encapsulated, made with the fittings or flanges overlapping with the PTFE liner to create one of the most hygienic hoses on the market.
Poor food quality
Using poor quality food-grade hoses and fittings will increase the risk of odours and tastes penetrating your food/beverage, compromising the quality of your product.
The fix:
Our PTFE, Feedflex Milk and Feedflex Beverage hoses are manufactured using FDA approved material with strict quality assurance protocols. They are designed to leave no odour or trace of taste in the food traveling through the hoses. The Feedflex has a strong, convoluted outer cover, ensuring it is flexible. Its smooth liner is specifically designed for hygienic applications.
Equipment failure
Investing in cheap, poor quality hoses and fittings can result in failure or malfunction. This can be expensive. Cheap pipes and fittings may not withstand high temperatures or vibrations caused by pumps and may have a shorter lifespan. Remember, not all hoses are created equal and in many cases, you get what you pay for.
The fix:
PTFE or rubber expansion joints can endure all kinds of movement and they have proven to be the strongest and most durable available. Our PTFE hoses are long-lasting and will outperform any hose on the market. All Pacific Hoseflex products comply with our international accredited management systems and Australian standards.
To avoid costly downtime it’s vital to invest in high quality food grade hoses and fittings. Here at Pacific Hoseflex we stock a large range of hoses to suit a variety of needs. Our expert team can recommend the right hose for your application and give you professional advice you can count on. For more information call us on 07 5593 4292 or email salesqld@hoseflex.com.au
Due to the COVID-19 pandemic, businesses have been experiencing longer than usual delays and increased lead times when importing hoses and fittings into Australia from overseas.
As a result, it’s not surprising that there’s been a shift towards buying locally manufactured hoses and fittings, instead of relying on cheaper goods manufactured overseas. Companies are choosing to buy locally supplied products that are delivered on time, without the added logistical complications of importation.
Pacific Hoseflex – Australian owned and operated
Pacific Hoseflex is a third generation Australian owned and operated business. We’ve gained a strong reputation for our dependability and our experienced technicians are the best in the business. From our modern manufacturing facility, we supply quality Australian made products throughout the country.
World-class Australian hoses and fittings
At Pacific Hoseflex we’ve invested in state-of-the-art equipment and have the specialised tools and skills to provide you with the best products and service in the world.
We currently have 3 CNC machines, including the Doosan Puma GT2600, a heavy duty machine designed to deliver superior surface finishes and minimize production time.
To support you, our team have a diverse range of engineering qualifications and specialised skills including:
• AS/NZS 3992:2015: ASME Section IX Welding and brazing
• AS 4041-2006: Pressure piping, ASME B31.3 Process piping code
• Level 2 NDT certified testing technicians
Why buy Australian made hoses and fittings?
Buying Australian made hoses and fittings is a great way to support local jobs and stimulate Australia’s economy, but there are more reasons to buy locally.
Here are 6 good reasons to buy Australian made hoses and fittings.
1. Outstanding customer service and support
Have you had enough of waiting on hold to overseas call centres? Are you tired of the hassles associated with dealing with international suppliers?
When you purchase hoses and fittings from Pacific Hoseflex, you deal directly with our qualified and experienced technicians here in Australia. Providing excellent customer service to our clients is our focus and we go out of our way to ensure we provide the best support and technical information possible.
Our turnaround times are fast and reliable, and we will be there to assist your business during emergency breakdown situations. We also offer a company representation service for onsite support.
2. Improved lead times and reduced costs
Importing hoses and fittings from overseas can be a timely and expensive process, especially in the current climate. Purchasing Australian made products can improve lead times and minimise logistical costs. When importing, product delivery can rely on lengthy customs clearances and extra quality management requirements. It may also take more time and money for evaluation and auditing processes.
At Pacific Hoseflex we pride ourselves on our fast turnaround times and will work with you to fulfill your order as soon as possible. We’re committed to quality and efficiency, and always work hard to meet customer deadlines.
3. Increased collaboration – business to business product development
Backed by extensive research and development, our team of professional technicians have the knowledge and expertise to deliver superior quality products and offer reliable advice.
We always work closely with our customers to ensure we provide a product that suits the individual needs of the business. We know every client has different requirements, so we work hard to understand your needs and provide a service that makes it easy to order new hoses and fittings. `
4. Quality-assured hoses and fittings
Pacific Hoseflex holds the quality-assured stamp of approval across:
• manufacturing (ISO 9001)
• workplace health and safety (ISO 45001)
• and environmental work practices (ISO 14001).
All our Australian made products are 100% tested and inspected by a dedicated quality control team here in Australia. This ensures our clients receive the highest quality hoses and fittings that meet all Australian certification standards.
For that extra peace of mind, Pacific Hoseflex offers a hose management system to trace and maintain all the products we supply, which can be customised to suit your needs.
Our quality control team is here to ensure nothing less that exceptional quality from our products. A tick of approval from our quality control team means your business is in the right hands.
5. No minimum order quantity
When you order products overseas there is often a minimum order quantity (MOQ), but with Pacific Hoseflex there’s no minimum order. Whether your order is big or small, we’re here to help.
With Pacific Hoseflex there’s no minimum order.
Purchasing smaller quantities will free up cashflow that would otherwise be tied up with increased stock holdings due to MOQ.
6. Buy in AUD
Overseas pricing can be greatly influenced by currency fluctuations and a weak Australian dollar. Buying products in AUD minimises the influence the foreign exchange rate has on your purchases and could save you thousands of dollars in the long run.
To learn more about our Australian made hoses and fittings, call the Pacific Hoseflex sales team on 07 5593 4292 or email salesqld@hoseflex.com.au
In a previous blog article, we covered the basics of chemical dosing and the importance of using the right hoses and fittings for the right purpose.
Chemical dosing is employed in manufacturing processes across a range of industries. It’s used in food and dairy processing, municipal wastewater, in abattoirs and tanneries, within the meat and livestock industry and when treating industrial water.
What is Chemical dosing?
Chemical dosing is the process of adding flocculants to water to remove any unwanted material. Depending on the desired outcome, different flocking agents can be used to purify the liquid and remove odours.
In this article we delve deeper and share 5 facts you need to know about chemical dosing.
About Hydrogen Sulfide
(H ₂S) naturally exists in wastewater networks such as sewage systems, treatment plants and some commercial businesses and domestic properties. The rotten egg smell of Hydrogen Sulfide is one of the most common odours removed when chemical dosing.
Other than its offensive odour, Hydrogen Sulfide is poisonous and corrosive.
It’s created when the organic material in wastewater networks breaks down, otherwise known as anerobic digestion. Chemical dosing is used to purify the liquid, neutralise the odour and stop its growth in wastewater streams.
High levels of Hydrogen Sulfide
At what level does Hydrogen Sulfide become a real threat?
Hydrogen Sulfide becomes evident at above 1 milligram per litre. Corrosion and infrastructure damage will occur when it increases to approximately 5 to 10 milligrams per litre.
If you are chemical dosing it’s vital to use hoses and fittings that are chemical resistant. These chemical resistant hoses will have a unique lining which prevents any corrosion that might occur when you add certain chemicals.
The professional team at Pacific Hoseflex can recommend a range of strong, reliable and chemical resistant hoses and fittings that are perfectly suited for chemical dosing. These products include the Chemical Suction Industrial Rubber Hose, and Rubber FEP Liner. If you’re not sure what product is suitable for your application, contact our friendly team and we’ll steer you in the right direction.
Chemicals suited to chemical dosing
Depending on the industry, there are a variety of chemicals that can be used for chemical dosing. These chemicals are injected into the streams to separate the particles, which are subsequently removed during the ensuing processes. Understanding the chemicals you require is essential to determine what type of chemical resistant hoses or fittings you need.
Ferrous Chloride and Magnesium Hydroxide (MHL) are commonly used to reduce and neutralise odours and stop corrosion. Other chemicals and coagulants include:
Alum (both powder and liquid)
Polyaluminum Chloride (PACL) and Aluminium Chloralhydrate (ACH)
Carbon Dioxide
Caustic Soda
Fluoride
Lime (quicklime and hydrated)
Polyelectrolytes (powder and liquid)
Potassium Permanganate
Powder Activated Carbon
Soda Ash
Sulphuric Acid.
Monitor PH levels to prevent system failure
To reduce system failures, you can continuously monitor PH levels in wastewater systems by installing accurate automatic measuring devices. The measuring device will automatically inject chemicals into the system to control the PH levels.
Need some help choosing the most suitable hose? The experienced Hoseflex team can recommend the right hoses and fittings for your job. If you’d like to know more about the range of hoses and fittings suited to chemical dosing, call us on 07 5593 4292 or email salesqld@hoseflex.com.au
Oil spills have had a devastating effect on the environment. After an oil spill companies face huge clean-up costs and major damage to their reputation which subsequently costs millions and millions of dollars. Past oil spills have been caused by damaged or faulty pipelines, oil tanker collisions, accidents or faults on oil rigs, human error and some have even occurred on purpose. Recovery time can be decades, for both the environment and the companies involved, highlighting the importance of effective spill prevention methods and quality parts, hoses and fittings.
Let’s look back through history at some of the biggest oil spills throughout the world.
Deepwater Horizon Oil Spill – 2010
This massive oil spill occurred in the Gulf of Mexico on the 20 th of April 2010. More than 2000 km of the US coastline from Texas to Florida was covered with oil when hundreds of millions of litres of oil was released after gas in the rig riser’s platform ignited. 11 workers were killed and another 17 were injured during this accident. BP was ordered to pay more than US$65 billion in compensation to those who’s lives were affected by the disaster.
Source: Getty Images
M/T Haven – 1991
When there were problems with a routine fuel transfer, a huge explosion on the M/T Haven ended with the tanker broken in two and sinking into Italian waters. Flames reached 100 metres into the air and six crew members died. Approximately 290,000 barrels leaked into the water, affecting the coasts of Italy and France for years to come.
Source: Romano Cagnoni/Getty Images
Kovla River Pipeline leak in Russia– 1983
Recorded as one of the biggest land oil spills in history, the Kovla River Pipeline was gigantic. In August 1983 the pipeline leaked more than 300 million litres into the surrounding streams and marshes devastating the local environment.
The Persian Gulf War oil spill – 1991
In January 1991 one of the largest oil spills occurred in the Persian Gulf, Kuwait. And it wasn’t an accident.
During the Gulf War Iraqi forces deliberately released hundreds of millions of litres of oil from the pipeline of Kuwait’s Sea Island terminal into the Persian Gulf to stop the coalition from landing on the shore. Some believe this to be the worst oil spill in history, and the fact that it was on purpose makes it even worse.
Source: Steve Gozzo
Ixotoc 1 – 2010
One of the biggest oil spills in history, a blowout on the exploratory oil well ‘Ixotoc 1’ caused a pressure imbalance that sent more than 3 million barrels of oil gushing into the ocean. Located in the Gulf of Mexico, the oil continued to leak into the ocean from June to March the next year and cost approximately US$283.9 million to clean up.
Source: The Office of Response and Restoration
How can Pacific Hoseflex help your company protect itself against spills?
Here at Hoseflex we stock a range of Marine Klaw couplings that are manufactured with marine safety at the forefront. These couplings are built to ensure maximum efficiency while minimising risk to assets, personnel, the environment and of course reputation.
We know that some oil spill cannot be prevented due to accidents or human error, but by investing in high quality couplings for your product transfer applications you’re protecting your company against downtime and clean-up costs, litigation, injury, increases in insurance policies and investment costs. These Klaw couplings are suited to all transfer applications where protection must be fitted between two sections of flexible hose.
Every time you leave the house there’s a big chance you’ll either drive on it, walk on it or ride on it, but unless you’re in the bitumen industry, how much do you really know about it?
We all know what it’s used for today, but throughout history civilisations around the world have used bitumen for a wide range of purposes.
What is bitumen?
Let’s start with the basics.
What is bitumen?
Bitumen can be found naturally in oil sand and pitch lake deposits, but most commonly it’s made by refining petroleum. This refining process is repeated many times, to remove the diesel and gasoline, and leaves the sticky black bitumen behind.
Bitumen contains a chemical composition of hydrocarbon molecules and various other elements including iron, calcium, sulphur and oxygen. Although keep in mind its composition can vary depending on its end-use.
The history of bitumen
Bitumen can be traced back to when Neanderthals were roaming the earth. It’s believed it was originally used by Neanderthals as an adhesive for tool making.
Later, bitumen was used in ancient Egypt. It’s suggested that the bitumen was sourced from the Dead Sea and used as part of the embalming process. The actual word mummy is taken from the Persian/Arabic word mummiya, which means bitumen or tar.
Throughout the year’s bitumen was used in various ways, but usually for construction, waterproofing boats and even jewellery making and art.
Due to its affordability, durability, structural strength, low sound emission and adhesivity, these days bitumen is mostly used for constructing roads, however, it’s also used for paths, driveways, runways flooring, tunnels, extensions roofing and waterproofing.
Bitumen is recyclable
Here’s a fun fact.
All around the globe, including Australia, bitumen is recycled. Recycled asphalt contractors collect it and crush it so it can be reused.
Bitumen transfer hoses – where to start
Here at Pacific Hoseflex, we’ve got all your bitumen hose and fitting needs covered. We understand how important it is for your hoses to be reliable so you can keep your business running smoothly and efficiently.
What hoses are best for bitumen?
You can count on our VITALFLEX® Bitumen hoses. They exceed the pressure and temperature requirements for bituminous materials and are available in Convoluted and Convoluted Rope Lagged
if you need something more specific, custom hoses can be made to order.
The HYTAR fittings are compatible with our VITALFLEX® Bitumen hoses, eliminating the chance of leaks and product wastage. We can supply separately the complete range of HYTAR fittings which are available in bronze, carbon steel and aluminium.
If you’d like to chat more about our bitumen hoses or find out how we can make one to order for your business, the professional team at Pacific Hoseflex is here to help. Call us on (QLD) 07 5593 4292 (WA) 08 9468 2840 or email salesqld@hoseflex.com.au or saleswa@hoseflex.com.au
As we leap into the next decade, the oil and gas industry continues to play a vital role in Australia’s economy. The industry is evolving, and several major Australian oil and gas companies are leading the way regarding sustainability and innovative new technology. From using AI technology to improve safety to renewable energy for a more sustainable future, it’s hard to keep up with the latest innovations and changes taking place within the oil and gas industry.
Here are a few things you might not know.
The industry is moving towards a more sustainable future:
Companies within the oil and gas industry are continually implementing new practices and technology to work towards a more sustainable future. Companies are increasing their environmental awareness. They are adopting practices to help prevent and manage their environmental impact, as well as ensuring all equipment and procedures meet international standards.
The oil and gas industry reimagined:
Australia Oil and Gas Industry leader Bernadette Cullinane said, “the drive towards a low carbon future is creating new opportunities for the oil and gas sector”. She said this move was “leading many in the oil and gas industry to fundamentally reimagine what the energy company of the future looks like”.
Renewable energy to become standard:
Innovations within the oil and gas industry are helping companies convert to renewable energy, aiming for a time in the future when 100% renewable energy is the industry norm. In 2018 Santos announced they received $4.2 million in funding to convert 56 remote crude oil beam pumps to solar and batteries. Projects like this are leading the way to help convert the oil and gas industry to renewable energy.
Lithium production to increase:
As we see the increase of battery power, the demand for lithium production is also expected to escalate. Companies such as Lithium Australia have been working hard to present solutions to reduce the environmental impact lithium mining has on the planet. Lithium Australia has been developing a way to recover the lithium found in waste streams and improve the sustainability of the industry.
LNG supply in the mining sector:
Western Australia is responsible for more than half of the world’s iron ore exports and every year more than 3 billion litres of diesel is used to supply heavy transport, and more than 5 billion litres is used to ship the iron ore to market. To support the move towards lower emissions, Woodside Energy is supporting the transition to LNG fuel. From their Pluto plant in the Pilbara region of WA, Woodside is working with partners to build bulk carrier ships fuelled by LNG with the aim of replacing diesel with this cleaner-burning fuel. In 2017 Woodside Energy announced that they chartered Australia’s first LNG Fuelled platform
supply vessel, and it has been in operation for the past 2 years.
Digitalisation and New Technologies
Thanks to several innovations and the enthusiastic adoption of technologies such as AI, automation and machine learning, the oil and gas industry is paving the way to stand at the forefront of digitisation. With the addition of robotics and AI, the oil and gas industry is working to improve efficiency, safety and productivity throughout operations.
Embracing new technology – robotics and AI:
The oil industry is always working towards new preventative measures for oil spills and developing cutting edge technology to improve procedures. New AI technology, such as robotics, is helping the oil and gas industry move ahead in leaps and bounds. In 2017 Woodside Petroleum announced the use of a NASA humanoid robot to improve safety and perform tasks in high-risk environments. Innovations such as this, combined with the use of high quality, certified fittings and equipment on the ground, shows how oil companies can pave the way for change and safer industry standards.
Support for digitisation and technology:
In November 2019, Accenture opened a state-of-the-art innovation hub in Perth, joining other hubs around the globe to assist mining companies transition into digitisation and in turn improve sustainability and tap into technologies such as VR, quantum computing, Blockchain and drones. The hub aims to encourage industry innovation and put Australia on the map as world leaders when it comes to expanding technologies in the mining industries.
Pacific Hoseflex is an industry leader, supplying quality, certified hose supplies and fittings for the oil and gas industry.
We are certified to ISO 14001 Environmental Management Systems Standard.
For lithium production, our PTFE hoses and Slickflex hoses can be used for chemical dosing. They are the most chemical-resistant products on the market and have a greater lifespan than many other hoses available. If you’re looking for certified hoses and fittings, our KLAW Marine2 Breakaway Couplings have a reputation for their high quality and ability to minimise risks in offshore transfer.
With leading safety features, durability and reliability, these couplings help minimise the risk of damage and spillage.
Ready to upgrade or replace your natural gas hoses and fittings?
Our Vitalflex and Vapflex hoses are a popular choice, proving to be safe, reliable and durable. With Pacific Hoseflex we give you the peace of mind that our products meet all environmental and safety regulations. If you’d like to know more about our certification or which hoses fit your purpose, call us on 07 5593 4292 or email salesqld@hoseflex.com.au.
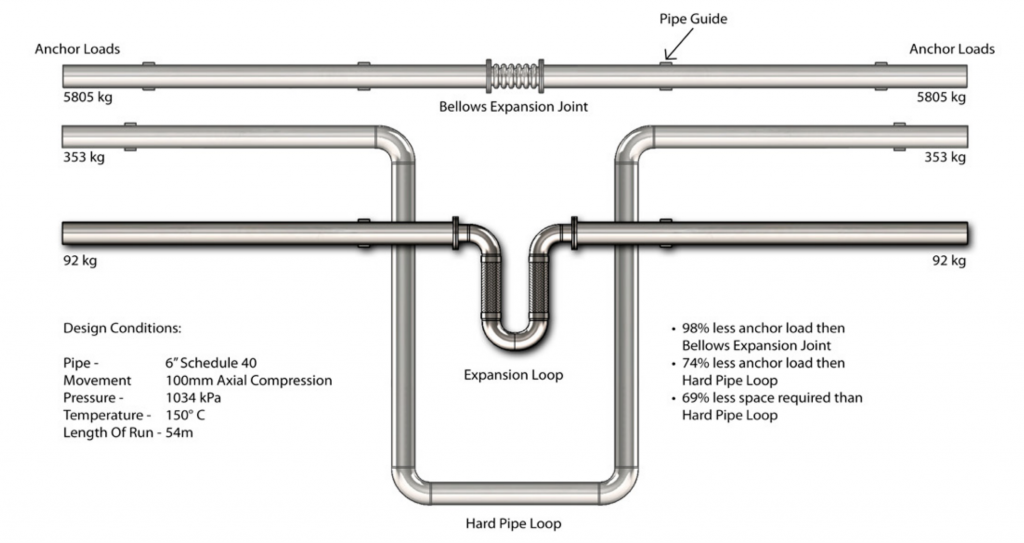
Expansion joints are an essential component of many piping systems, designed to add flexibility, to reduce stress and to compensate for movement, misalignment, vibrations and other variables.
Metal expansion joints include bellows which work like a sealed spring to allow expansion, flexibility and movement. Without expansion joints, pipes and hoses could crack or break under various pressures, compromising your entire piping system.
Expansion joints can fail for many reasons, the most common are:
Incorrect design
Good communication with your expansion joint manufacturer is essential. Expansion joints need to be designed with the end purpose in mind. Failure can occur when the manufacturer isn’t aware of the axial, lateral or angular movements that will be experienced during operation.
It’s also necessary to know if flow liners need to be used to combat high-flow velocity or erosion. If abrasive media exists, a flow liner will increase the life span by protecting the metallic bellow.
The manufacturer needs to know the normal operating temperature, including the highest temperature of material used in the piping system. This will ensure the joints can handle the temperature, and the pressure rating of the bellow decreases as the temperature increases.
Incorrect installation
If expansion joints are installed incorrectly there’s an increased risk of failure. Failure can occur when joints with internal liners are installed in the reverse direction in terms of flow, shipping devices are removed too early, there isn’t adequate protection from mechanical damage caused by work around the system or if welding is being conducted in the area of the expansion joint.
It’s vital that expansion joints are positioned in the correct location as recommended by engineers, approved design drawings and Pacific Hoseflex.
Inadequate pipe supports
It’s important to use anchors and guides to hold the bellows in place, if they aren’t used the expansion joints can move, causing failure. Bellows should never be stretched or compressed to fit in position, this will compromise the performance of the bellow.
Bellow corrosion
Corrosion can occur internally and externally. To avoid failure, you should flush/clean all piping systems with clean water after chlorides are passed through the hoses and expansion joints. If you don’t, chlorides will settle in the bellows causing corrosion.
Bellow cracking and stress
Failure in the expansion joints can occur when an excessive amount of vibration or movement causes cracks in the bellows. Expansion joints need to be designed and built with the expected movements in mind.
Contact with chlorides
Constant exposure to harsh chemicals such as chlorides can expose expansion joints to corrosion. When dealing with these types of chemicals it is recommended to consider super alloys and PTFE expansion joints.
Over pressurised
Over pressurisation from hydrotesting, in service or when the flow is induced can cause high cycle fatigue.
Machinery/part failure
Failures can occur when machinery or parts fail, for example the relief valve, or if there is a pressure surge in the pipework.
Seismic activity
Earthquakes can have a detrimental affect on pipework. To avoid this, expansion joints such as the Vitaflex® Seismic Joints can be used in locations where seismic activity is more frequent.
Seismic joints allow movement in any direction during earthquakes and will protect equipment by allowing boilers, chillers, fan-coil units and other systems to move freely. The Vitaflex® Seismic Joints can be certificate to Watermark, AGA, Welding and oxygen standards.
Excessive bellow deflection
Another reason expansions joints can fail is when the expansion joint isn’t designed to withstand excessive bellows deflection, in terms of axial, lateral and angular deflections.
There are many ways to avoid expansion joint failure. If you’d like to learn more about expansion joints, and how we can manufacture them to meet your needs, contact the professional team at Pacific Hoseflex on 07 5593 4292 or email salesqld@hoseflex.com.au
When it comes to food grade hose it’s important to invest in products you know you can trust. After all, not all food grade hoses are created equal.
By choosing a cheaper alternative you risk:
• contamination by harmful bacteria including salmonella
• the flavour or odour of your product being compromised by the interior of the hose
• a breakdown or malfunction, costing you and your business valuable time and money.
What is food grade piping?
Food grade piping needs to safely transfer food grade products without the risk of contamination or malfunction. Hosing must withstand different degrees of pressure and temperature, depending on the application. They also need to be:
So, what’s so good about Pacific Hoseflex food grade piping?
How does our range of hoses compare to others on the market? On request we can manufacture products and systems in accordance to AS 4041 AWS D18.1 and ASME IX Welding Standards.
When it comes to dealing with food, our Hygienic Food Grade products eliminate bacteria traps in piping. And our PTFE products are ideal for Clean in Place Systems (CIP) that require stringent hygiene practices, preventing harmful bacteria such as Salmonella.
The cleaning of the products is also essential to the overall performance and quality. We can pickle, passivate and electropolish the end products before installation.
Don’t pay the price of cheaper alternatives
While cheaper alternatives might save you money in the short term, in the long run you’ll pay the price.
Hoses made from low-grade rubber or cheaper metallic materials are more likely to breakdown during operation or in CIP, potentially contaminating production and costing you thousands of dollars.
It’s better to be safe than sorry!
All your food grade piping needs in one place
Here at Pacific Hoseflex we stock a huge range of food grade hosing, to suit a variety of needs including liquid food, beverage, milk, alcohol and oils. We know our customers expect the best from their products, so we only offer the highest quality hoses that will outperform the rest.
We only offer the highest quality hoses that will outperform the rest.
The Slickflex Hoseflex Smoothbore/Convoluted hose is approved for food and chemical transfer applications. It is smoothbore on the inside, convoluted on the exterior, allowing the hose to have a high flow rate and easy assembly. It’s kink resistant and flexible at the same time.
Another food grade hose we supply is the Encapsulated PTFE, with a convoluted construction it has great flexibility and the ability to sustain temperatures between -70°C to 260°C. It’s the most hygienic PTFE on the market and resists most corrosive fluids. Approved for food, chemical, cosmetic and pharmaceutical applications, this PTFE hose is used in a variety of industries because the PTFE inner core is fully encapsulated ensuring the product never comes in contact with the fittings.
Need a hose for a specific purpose? We have you covered. Our vast range of hoses include the Suction and Delivery Hose. This hose is food quality odourless and taste free, extremely flexible and can be used for the delivery of milk and fatty foods.
Our team is here to help
No matter what hose you need, we’re here to help. Our specialist team has years of experience and can recommend the right hose for your application. You can rely on our professional advice when it comes to food grade piping. For more information call us on 07 5593 4292 or email salesqld@hoseflex.com.au
If you’re not completely familiar with all aspects of the engineering industry, some of the technical jargon and terms might trip you up. It can get quite confusing and it’s easy to get carried away with industry-specific terminology, but today let’s keep it simple.
So, What The Heck Is Chemical Dosing?
Chemical dosing is the process of adding flocculants to water to remove unwanted material during waste treatment, water treatment and other chemical processors. A variety of different chemicals can be used as flocculants (or flocking agents) which work to separate solid particles from the liquid to purify and remove odours.
If you are chemical dosing, it’s important to ensure your hosing products are chemical resistant.
Hoses need to have the correct lining to stop any corrosion that might occur due to the addition of certain chemicals. Of course, chemicals such as chlorine or lime can be harmful to your hoses, so it’s vital you understand what products are suitable.
Our PTFE lined products are the most chemical-resistant products on the market. We’re confident that our hoses outperform any other hose available and believe that they have a greater life span than any others. Our Encapsulated PTFE Hose Assemblies stop any chemical contact with non-chemical resistant products such as the rubber or steel.
Encapsulated PTFE provides the trusted protection you need when chemical dosing.
These PTFE products not only stop the risk of chemicals damaging the hose assembly, they can be designed to reduce maintenance shutdowns and the risk of potential fines from the EPA (Environmental Protection Agency) should a spill occur. A win for your pocket and the environment!
When it comes to chemical dosing it’s worth investing in quality products that you know will perform, because choosing the wrong product could potentially lead to expensive fines or even worse, a mishap that could damage your reputation. For chemical dosing purposes we’d recommend our PTFE Lined Pipe as well as our Vitaflex® Stainless Hose and Composite Hose our all proving to be strong, reliable and trusted for this purpose.
When it comes to chemical dosing it’s worth investing in quality products that you know will perform.
At Hoseflex our dedicated specialists will provide you with the right hose for the right job and you can rely on our professional advice when it comes to all your hosing needs. If you’d like to know more about chemical dosing or which hoses fit your purpose, call us on 07 5593 4292 or email salesqld@hoseflex.com.au.
PTFE lined pipes are plastic lined pipes commonly used in many industrial applications such as transferring chemicals, substances in refineries, pesticides, petrochemicals, steel materials, food and beverages, alcohols, acids, pharmaceuticals, circuit breakers, fertilisers and mineral extracts from desalination. These plastic lined pipes are suitable to be used in a range of industries, from pharmaceutical to food and beverage and chemical.
Our lined pipes are versatile and durable for various types of applications. At Pacific Hoseflex we specialise in manufacturing Teflon Lined Pipes in various configurations to meet diverse application needs. This includes straight spools, tee pieces, cross sections, 90 degree and 45 degree elbows and concentric and eccentric reducers. To ensure the highest quality and safety standards, we provide certification of welding to AS 4041 and ASME IX structural standards. This certification guarantees that our PTFE lined pipes meet stringent industry requirements, providing reliable and efficient performance in demanding environments.
Pacific Hoseflex Teflon Lined Pipes are manufactured to the highest standards, ensuring exceptional durability and performance in a variety of industrial applications. Our commitment to quality means that every pipe undergoes rigorous testing and inspection to meet stringent industry specifications. This attention to detail guarantees that our PTFE lined pipes offer superior resistance to chemicals, high temperatures, and corrosion, making them ideal for demanding environments.
A range of liners are also available: PTFE, PFA, PVDF, PP, FEP, ETFE
Click here to see related PTFE lined pipe products.